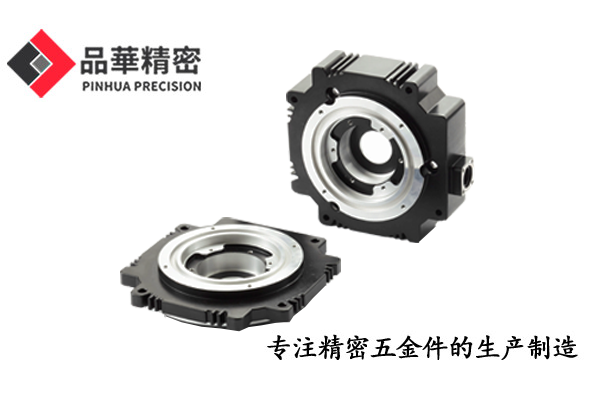
專注數控精密五金件的研發(fā)製造主(zhǔ)營伺服電機外殼、伺服(fú)電機端蓋、伺服電機軸等定製生產
機台夾具設計對(duì)工件加工的質量、生產效率和產品成本都有著直接的影響,工裝夾具是數控車床、CNC加工中心、車(chē)銑(xǐ)鑽磨等加工工藝中(zhōng)必要的的工藝(yì)裝備(bèi)。設計合理的工裝夾具(jù)可實現打樣、小(xiǎo)批量試產、批量生產,既減少了人工成本,又極大縮短了輔助轉(zhuǎn)序時間,保證了產品質量,提高了生產效率。
通常,在 伺服(fú)電機端蓋加工 或者伺服電機軸車件加工過程中,在數控車床上是(shì)通過多次或(huò)者二次轉序裝(zhuāng)夾加工完成的,多次裝(zhuāng)夾對工(gōng)件的質量(liàng)及生產效率都有著直接的影響。因此(cǐ),有必要結合長期以來的工作經驗(yàn),通過工藝改(gǎi)進,實現了一次裝夾(jiá)或者精簡(jiǎn)裝夾加工。
為了保證車削、切削、車銑、鑽銑等加工的順利進行,獲得合格的加工表麵。首先,加工刀(dāo)具的需要進行合理設計,注意切削(xuē)部分的形態、加工刀具角度(dù)。因此,製作刀具前與專業供應商共同溝(gōu)通討論方案,最終確定刀具的傾斜角度。此外,還要(yào)跟蹤收集試產小批量的(de)產(chǎn)品尺(chǐ)寸數據,關注三坐標測量的數(shù)據,關注(zhù)伺服電機端蓋的端麵和圓(yuán)度跳動公差是否都符合圖紙的尺寸公(gōng)差要求。91视频在线观看(huá)精密在伺服電機配件的實際生(shēng)產中,不斷優化後發現(xiàn)( 1) 大(dà)多鋁材加工工(gōng)件,轉序時降低了對工件表麵磕碰的風險,保證了產品質量。( 2) 縮(suō)短轉序的時間,既(jì)減輕勞動強度,又提高生產效率
關於我們
公司簡介客(kè)戶見證(zhèng)參觀工廠榮譽(yù)資質產品中心
應用案例
新聞中心
企業新聞行業新聞常見(jiàn)問題聯係(xì)我們(men)
聯係我們 掃碼加微信好友
掃碼加微信好友0769-81383685
2853026919
13342666888
changmin896@163.com
東莞市(shì)石排鎮石排工業大道42號