阿裏店(diàn)鋪 | 微信
微信號:
A13342666888掃一掃 聯係我們
微信號:
A13342666888掃一掃 聯係我們
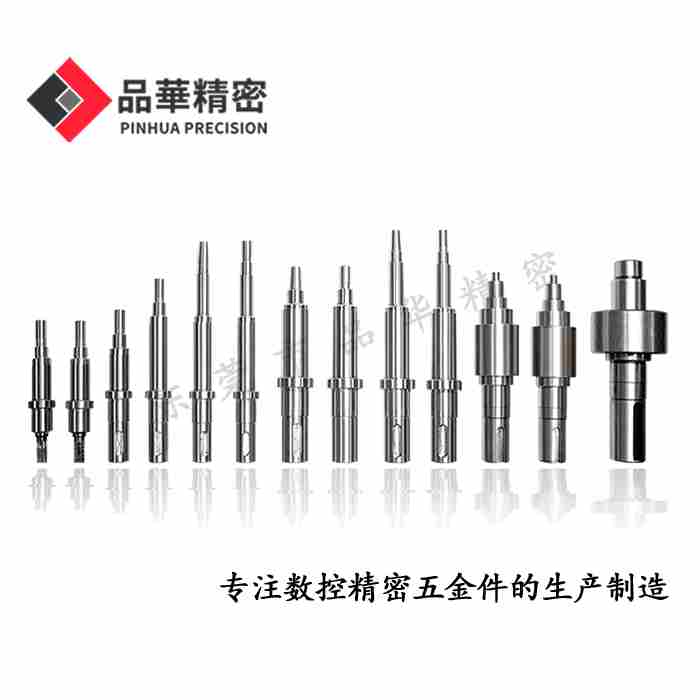
專注數控精密五金件的研發製造主(zhǔ)營伺服電機(jī)外殼、伺(sì)服電機端蓋、伺服電機軸等定製生產
通常電機軸的(de)加工過程可分為預加工和成型加工(gōng)兩個階段(duàn)。預加工(gōng)包括下料、調質、平端麵和中心孔,目的是提供符合加工要求的素材,並加工工藝定位基準(zhǔn),以便下一步加工。成型加工,包括(kuò)粗車、半精車、精車、磨外圓、銑削鍵槽等。成型加工的目的是將素材加工成結構設計的形狀(zhuàng)和(hé)尺寸。電機軸加(jiā)工的基準是兩端表麵的中心孔。中(zhōng)心孔是轉(zhuǎn)軸車(chē)削(xuē)、磨削和後(hòu)轉子表麵、繞線電機(jī)集電環表麵(miàn)車削(xuē)的(de)基準。因(yīn)此,在加工過程中,必(bì)須確保中心孔不受損壞,以確保加工過程中各圓柱麵的同軸度要求。同樣,中心孔也是電機後期維護的關鍵因素。91视频在线观看小編帶大(dà)家解析一下電機軸生產中的質(zhì)量控製關鍵點(diǎn)的其中幾點。
掃碼加微信好友0769-81383685
2853026919
13342666888
changmin896@163.com
東莞市石排鎮石排工業大道42號